摘 要:活性染料在低带液量条件下具有较高的固色率,为进一步了解低带液量时影响活性染料固色率的因素,试验探讨了棉织物带液量、Na2CO3质量浓度、固色温度、固色时间、Na2SO4加入量和加入方式、染料上染量、 染料直接性对固色率的影响。
结果表明:棉织物在带液量为25%—35%时,染料的固色率最高;碱剂量、固色时间、固色温度、上染量对染料水解影响较小。在低带液量下,染料在纤维上的分布状态与染料结构是影响固色率的主要因素,进入纤维内部的染料可实现内部扩散和固色,较难发生水解。染料直接性越大,活性基团活性越高且数量越多,染料固色率就越高。
前言
活性染料具有色谱齐全、色泽鲜艳、性能优异、适用性强等特点,被广泛用于纤维素纤维的染色。染色时染料上的活性基团在碱性条件下可与纤维素负离子发生亲核取代或亲核加成反应,形成染料-纤维共价键,确保良好的色牢度,但同时由于大量水和碱剂的存在,染料也会发生水解副反应。这不仅造成染料浪费,也引起较大的环境负担。因此,降低活性染料在染色过程中的水解, 提高固色率,已成为困扰广大印染工作者的难题。
近年来,针对提高活性染料固色率的研究主要集中在以下几种途径:非水介质染色、纤维阳离子改性、小浴比染色、微波处理、泡沫染色等。非水介质染色可提高活性染料的利用率,但是溶剂本身的毒性和回收问题仍需解决,规模化推广应用尚需继续研究;而纤维的阳离子改性则极易引起染色不匀的问题;小浴比染色对活性染料固色率提升幅度有限。在泡沫染色技术研究中发现,当棉织物上的水分基本为结合水时,活性染料具有较高的固色率,固色时染料较难发生水解,这为高固色率技术的开发提供了新的方向。但在低带液量下,棉织物上染料的耐水解性以及影响固色率的因素尚未有研究。
本项目选用浸染方法,以60℃染浴加盐促染, 50℃加碱达到染色平衡控制染料上染,通过离心控制织物上的带液量,分别研究了织物上的带液量、Na2C04质量浓度、固色温度和时间、Na2S04质量浓度和加入方式、染料染用量,以及染料直接性对纤维上染料固色率的影响。
1 试验部分
1.织物、试剂与仪器
织物 平纹液氨棉织物(14.76 tex/2×14.76 tex/2,200.7 g/m2,江苏联发纺织股份有限公司)
试剂 无水硫酸钠、无水碳酸钠(国药集团化学试剂有限公司),C.I.活性红198、C.I.活性黄107、 C.I.活性红120(浙江龙盛集团股份有限公司)
染料结构如下:
C.I.活性黄107
C.I.活性红120
仪器 H1850台式高速离心机,AL104电子分析天平,PCL-1000A振荡染色机,UV-1800紫外可见分光光度仪
2. 染色工艺
称取l g棉织物于染杯中,染色浴比1:10,室温入染。以1℃/min的速率升温至60℃,分批加盐促染60min,再降温至50℃,加入Na2C03保温30 min 后取出,放人离心机中以800~8000 r/min的速度离心1—5 min,称取布重,计算织物的带液量。将一定带液量的棉织物密封,在特定温度下固色一定时间。固色完成后经水洗、皂洗、水洗、烘干,完成染色。
3 .性能测试
3.1上染率的测定
上染结束后,将棉织物离心后的残液倒入染色残液中。将染色残液与标准染液稀释相同的倍数,采用紫外分光光度计测试吸光度,根据式(1)计算上染率E。
式中:A0一—染料原液稀释后的吸光度
A1——染色残液稀释后的吸光度
3.2 纤维上染料固色率的测定
收集固色后织物水洗、皂洗残液,与染色残液和标准原液稀释同样的倍数,根据式(2)计算纤维上染料固色率F。
式中:A2——皂洗残液稀释后的吸光度
2 结果与讨论
1. 带液量对纤维上染料固色率的影响
为确保不同带液量下织物上固色碱剂含量相同,采取自然阴干的方式控制棉织物带液量。即棉织物先离心(800 r/min,1 min)至带液量为90%,再于25℃下阴干至不同带液量,随后密封固色。带液量对纤维上染料固色率的影响如图1所示。
带液量/%
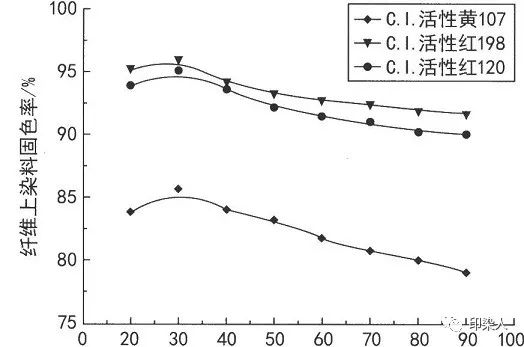
图1棉织物带液量对纤维上染料固色率的影响
由图1可以看出,随着带液量的增加,纤维上染料的固色率先增加后降低。当棉织物带液量为25%~35%时,纤维上染料固色率最高。此时织物上的大部分水为束缚水,即与纤维素羟基形成氢键结合或吸附于纤维孔道壁上,游离水的含量很少。同时,在该带液量下,棉纤维也可充分溶胀。活性染料在纤维内可自由扩散。当带液量大于35%时,纤维上游离水含量增加,水分子将以自由水的形式存在于纤维和纱线间隙,染料在固色时水解量增加。而棉织物带液量低于25%时,纤维孔道内含水较少,不利于染料的扩散,同时纤维内的染料也可能以多分子聚集体形式存在,使染料与纤维的反应性变差。
2. Na2C03质量浓度对染料固色率的影响
活性染料固色时,碱剂在促进染料固色的同时,也会引起染料的水解。上染过程中,通过改变染浴中Na2C03质量浓度,可调节离心后织物上Na2C03的含量。
图2为Na2C03质量浓度对纤维上染料固色率的影响。
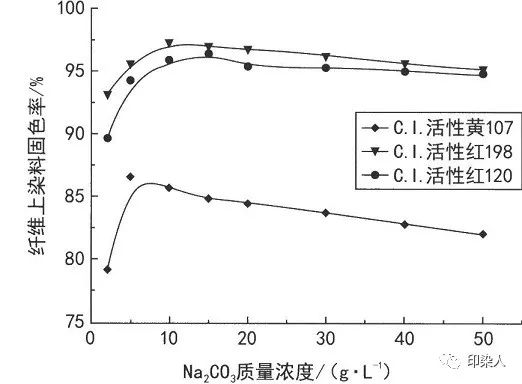
图2 Na2C03质量浓度对纤维上染料固色率的影响
由图2可以看出:对于C.I.活性黄107,染浴中Na2CO3,质量浓度为5g/L时,纤维上染料固色率最高;而C.I.活性红120在碱质量浓度为15 g/L时固色率达到最高值。C.I.活性红120固色所需染浴碱质量浓度高于C.I.活性黄107,这是因为对于乙烯砜型染料,其β-羟乙基砜硫酸酯基在加碱保温30min 条件下已经转化成较活泼的乙烯砜基团,此时棉纤维上也已经电离产生了大量的纤维素负离子,当达到固色需要的温度时,两者可以直接发生反应,织物上Na2C03并不参与固色反应。而对于双一氯均三嗪型染料C.I.活性红120,固色时仍需要碱剂中和染料与纤维反应生成的酸。继续增加碱质量浓度,三种不同活性基活性染料均未出现固色率的明显下降。
这也表明,织物低带液量时,容易引起染料水解的自由水含量较低,染料与纤维素羟基负离子的反应活性远大于水解副反应,表现出染料的水解率受碱质量浓度的影响较小。
3. 固色温度对纤维上染料固色率的影响
图3为棉织物带液量( 30+2)%时,固色温度对纤维上染料固色率的影响。其中,C.I.活性黄107 与C.I.活性红198的固色时间为40 min,C.I.活性红120的固色时间为60 min。
图3 固色温度对于纤维上染料固色率的影响
由图3可以看出:固色温度为80℃时,C.I.活性黄107和C.I.活性红198固色率最高;之后固色率随着固色温度的升高而稍有降低。对于C.I.活性红120,随着固色温度的升高,固色率呈逐渐升高的趋势,在90℃时达到最大值,继续升高固色温度,固色率基本不变。在常规染色中,固色温度的升高在提高染料对纤维反应性的同时,也会加剧染料水解。而在低带液量条件下染色,染料水解较困难, 适当升高固色温度可提升染料对纤维的反应性,且不会加剧染料水解。即使固色温度较高时,含乙烯砜活性基的染料固色率也只是小幅降低,而较稳定的一氯均三嗪活性基染料固色率基本不变,表明染料的水解率受固色温度的影响较小。
4. 固色时间对纤维上染料固色率的影响
图4为棉织物带液量( 30+2) %时,固色时间对纤维上染料固色率的影响。其中,C.I.活性黄107 与C.I.活性红198的固色温度为80℃、C.I.活性红120的固色温度为90℃。
图4 固色时间对纤维上染料固色率的影响
由图4可知,对于C.I.活性黄107,固色时间在5 min时纤维上染料固色率为81.4%,40 min时达到最大值86.7%,继续延长固色时间,固色率会小幅降低。含有乙烯砜活性基的染料与纤维反应性较高,反应速率较快,在较短时间内就可与纤维充分反应,但乙烯砜活性基与纤维素形成的醚键耐碱稳定性差,在长时间高温、碱性环境下较易发生断裂。对于C.I.活性红120,固色时间在5 min时固色率较低,随着固色时间的延长固色率大幅提高,在60 min时固色率达最大值,继续增加固色时间,固色率基本不变。一氯均三嗪活性基反应性较低,即要更长的固色时间才能充分与纤维发生共价反应。
在传统的轧染工艺中,5—10min的汽蒸时间可达到最佳的染色效果,延长汽蒸时间,固色率会迅速降低。而低带液量情况下,虽然5min时有较好的染色效果,但继续延长固色时间,染料固色率仍会提升。这也表明在低带液量下,适当延长固色时间同样不会引起染料水解副反应显著增加,而对固色反应更为有利。
5. Na2S04用量及加入方式对染料固色率的影响
不同质量浓度Na2SO4。与加入方式可控制纤维上染料的吸附状态。Na2SO4质量浓度及加入方式对纤维上C.I.活性红198固色率的影响如图5所示。
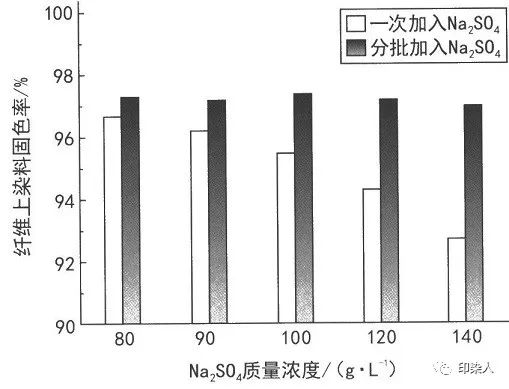
图5 Na2SO4质量浓度及加入方式对染料固色率的影响
由图5可看出,在染浴中一次加入Na2SO4。对染料进行促染,纤维上C.I.活性红198的固色率比在染浴中分批加入Na2SO4的固色率低,并且一次加入Na2SO4的量越大,固色率越低。这是因为一次性加人大量Na2SO。,会导致染料聚集,瞬间团聚吸附在纤维表面,阻碍染料向纤维相内部的扩散。加入Na2SO4的量越大,染料聚集程度越高,染料向纤维相内部扩散越难。而纤维表面能够与活性染料发生反应的羟基数量有限,因此固色率较低。而对于分批加盐吸附,染料可均匀地向纤维相内部扩散,保证固色反应时具有足够多的活性位点,从而有较高的固色率。因此,低带液量下,染料在纤维相内的充分扩散和透染性对其固色性能有显著的影响。
6.染色深度对纤维上染料固色率的影响
通过改变上染浴中染料质量浓度,可控制上染纤维上染料总量。C.I.活性红198质量分数为1% (omf)、2% (omf)、4% (omf)、5% (omf)时,对应的纤维上染料固色率如图6所示。
纤维上染料质量分数/(mg.g1)
图6纤维上染料量对固色率的影响
由图6可知,当织物上的染料量从9.8 mg/g增加到40 mg/g时,纤维上染料的固色率基本不变。这表明进入纤维内部的染料可发生高效的扩散和反应。低带液量时,染料在较高的染色深度下,水解副反应同样受到遏制,获得较常规染色高得多的固色率。
7. 活性染料直接性对纤维上染料固色率的影响
低带液量时,不同染料对应的纤维上染料固色率如表1所示。
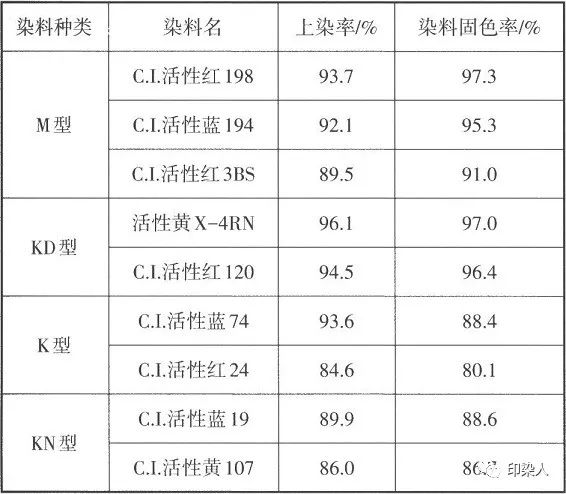
表1 染料直接性对纤维上染料固色率的影响
从表1可以看出,相同活性基的活性染料上染率越高,对应纤维上染料的固色率越高。吸附加碱时较低的温度并不会引起染料的固色,此时的上染率可反应染料对纤维的直接性。即活性基相同的染料直接性越大,纤维上染料的固色率越高。这是因为低带液量条件下,纤维上的染料仍有部分溶解于结合水中,染料直接性增大,吸附于纤维上的染料量增大,而吸附于纤维上的染料较难水解,故总体固色率提升。
3 结论
试验通过吸附离心的方法控制固色时织物上的带液量,分析了不同影响因素对低带液量下纤维上染料固色率的影响,通过研究得出以下结论:
1、棉织物带液量为25%~35%时,纤维上染料的水解副反应受到遏制;碱剂用量、固色时间和温度对染料水解量影响较小;对于C.I.活性黄107、C.I.活性红198、C.I.活性红120,在优化的固色条件下,固色率分别达到86.7%、97.3%和96.4%。
2、在低带液量固色条件下,染料在纤维相内的扩散和透染性对染料的高固色率至关重要。由于染料水解副反应的降低,在高染色深度下的固色率与低染色深度下相差不大,但远大于浸染。
3、在低带液量固色条件下,染料的直接性、活性基的数量与反应性的增大均可增加染料固色率。
参考文献:
[1]宋心远,活性染料生态染色技术进展[J]印染,2010,36(12):48-51; (13):48-51; (14):46-50; (15):46-50.
[2] 陈璐怡,王碧佳,阮馨慧,等,活性染料无水低盐棉染技术[c]. 中国环境科学学会学术年会论文集,2014:116-125.
[3] 江立文,李浩,董霞,等,低碱冷冻预处理对棉织物活性染料DMSO/PCE染色性能的影响[J]印染,2020,46(04):1-6.
[4]房宽峻,纪立军,张建祥,等.棉针织物和纤维的活性染料无盐染色[J].印染,2017,43( 12):24-27.
[5] 赵涛,染整工艺与原理[M].北京:中国纺织出版社,2009.
[6] XIA D,ZHI J G,CAI Y H,et al.Study on the salt-free low-alka- line reactive cotton dyeing in high concentration of ethanol in vol- ume[J]. Journal of Cleaner Production 2019, 226: 316-323.
[7] 阮馨慧,棉在有机溶剂中的活性染料染色及其环境影响评价[D].上海:东华大学,2016.
[8] 杭彩云,何瑾馨,溶剂一水体系在活性染色后清洗中的应用[J] 印染,2013,39(20):23-26.
[9] 贾凯凯,陈支泽,杨一奇.棉筒子纱活性染料有机溶剂染色[J] 印染,2016,42(1):1-4.
[10]宋心远,小浴比染色与助剂的进展和展望(续一)[J].印染助剂, 2015,32(6):1-7.
[11]王超,活性染料小浴比染色[J]印染,2013,39(1):30-32.
[12]张鑫卿,张健飞,房宽峻,等,活性金黄SRE对棉织物的浸轧一 真空脱水一湿蒸染色工艺[J]纺织学报,2017,38(6):80-85.
[13] MAO Z,YU H,WANC Y,et al.States of water and pore size distri- bution of cotton fibers with different moisture ratios[Jl. Industri- al&Engineering Chemistry Research, 2014,53( 21): 8927-8934.
[14]王天靖,臧少玉,毛志平,等.ECO型活性染料对棉织物的湿焙连续染色[J].纺织学报,2010,31(09):62-67.
来源:印染学习与交流
 公安备案号:11010502039965
公安备案号:11010502039965