|
喷气织机的节能改造
摘 要:探讨喷气织机用压缩空气恒压变流量供气的节能改造措施。针对喷气织机用压缩空气流量大、 用气压力低、变化范围宽、压力浮动小的特点,对压缩空气供应系统采用恒压变流量供气方案改造。通过工程实 际运行数据分析得出,采用恒压变流量供气改造后,可节约空压系统总能耗11. 2%。并根据变频改造设计运行 实践,给出变频空压机和控制元件的设计选型原则。认为:采取压缩空气恒压变流量供气改造,可大幅节约压缩 空气系统耗能。
关键词:喷气织机;压缩空气;变频;恒压变流量供气;节能降耗
喷气织机依靠压缩空气作为动力投纬,要求压力稳定,流量充足。企业为了保持喷气织机的 产量和效率,均对压缩空气的供气系统设置较大的富余量,但由于织机在运行中速度高低调节、车间停台变化等因素,压缩空气的用量均在一定范 围内浮动,这就会造成部分空压机处在卸载运行状态。由于空压机装机功率高,处在卸载运行状态时仍有较大的能量消耗,其中卸载能耗依然占空压机总能耗10%~30%。采用空压机恒压变流量控制技术,可不产生卸载能耗,实现空压系统的运行节能。
1 喷气织机空压系统特点
织布车间压缩空气用量大,要求压缩空气无水无油,用气压力较低(一般≤0. 6MPa),压力浮动小(≤0. 1MPa) 。产量和速度的调节要求压缩空气用量变化范围大,一般要求变化范围在 80%~100%。所以配置空压机时,常采用以多台无油螺杆空压机配置,或采用离心式空压机和无油螺杆式空压机联合工作的配置方法。由于空压机降压运行产气量大于额定压力产气量。空压站额定供气量和实际产气量均有较大富余。
螺杆式空气压缩机为恒转矩负载,一般采用后端管道上的压力继电器来控制空压机的运行。空压机工作过程主要分为启动、加载、卸载三个过程, 在启动过程中,空压机进气阀关闭,电机空载启动。启动完成后在加载过程中,压缩机进气阀打开,电机工作在重负载状态运行,不断向后端管路中供气。当后端管道中的压力达到设计上限值,压力控制器发出卸载信号,进入卸载过程。卸载过程中压缩机进气阀关闭,电机在空负载状态工作。
由于喷气织机用气的工作特点和生产工艺的差别,使车间用气量经常发生波动,空压机开机后 部分机台多运行在加载、卸载、再加载的循环中。若此时空压机选型不合理,会造成空压机频繁加载、卸载过程。为使空压机不至于频繁启动停止, 影响空压机安全运行,对电网产生冲击,常规控制 方法采用空压机卸载后仍然工频运转。此时卸载 运行所消耗的能耗是无效的,如果卸载时间过长, 会造成电能较大的浪费。这就为变频控制空压 机,实现恒压变流量供气提供了基础。
2 恒压变流量供气
所谓恒压变流量供气,就是设定不同流量下供气管网压力恒定,利用管网压力的变化控制变频器,从而控制空压机的转速,实现即时响应供气流量变化。
2.1空压机变频调速
空压机变频器工作原理是将电网输入的工频三相交流电经过整流后变成直流电,再经逆变回路逆变成三相交流电,拖动电动机工作。逆变过程中通过对频率的调节,实现输出三相交流电频率的变化,对电动机转速进行无极调节。
2.2恒压变流量供气
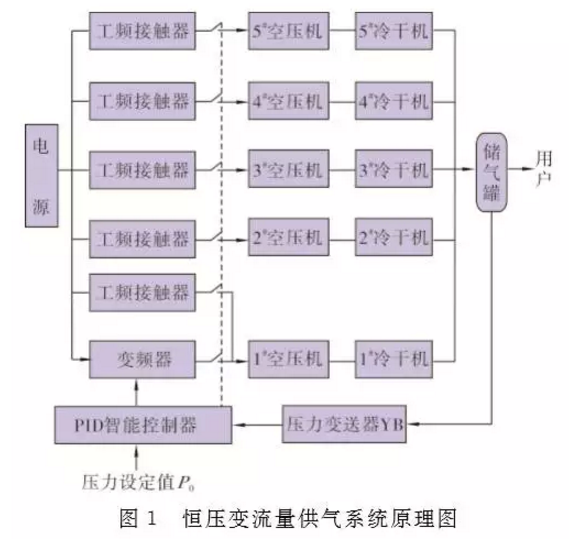
恒压变流量供气的工作原理:通过压力变送器检测压缩空气储气罐的压力,利用智能控制器将检测信号和原设定压力信号进行比较运算,输出变化的频率来控制空压机转速,实现恒压变流量供气方案。系统工作时,压力变送器将压缩空 气输出端的压力转变为电信号送入PID智能控制器与压力设定值 P0比较,并根据差值的大小按给定控制模式进行运算,产生控制信号。通过变频器控制电机的转速,使实际压力始终接近设定压力,维持压缩空气系统恒压。当压缩空气系统用量 增加时,变频器运行频率逐渐升高为50Hz,如果系统压力依然不足,则PID智能控制器将待机的工频空压机启动投入运行。变频空压机保证了压缩空气系统的压力稳定。系统中变频空压机随时调整转速,调整压缩空气的产量。
当系统需用压缩空气超过变频空压机的产量调整范围时PID智能控制器才启动其他空压机或让运行的其他空压机待机,这样会大大降低空压机启动、待机的频率。根据系统压缩空气的用量,循环启动、循环待机的工作方式实现了供气量的连续调节,维持压缩空气系统压力的稳定,减少压缩空气系统中其他空压机因待机而产生的能量损失节约了能源。恒压变流量供气原理图如图1示。
3 工程实例
3.1空压系统配置
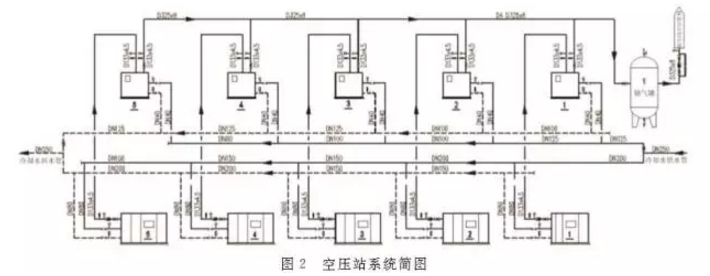
以本公司织布车间为例,车间共有ZAX-190型喷气织机240台,每台织机压缩空气用量约 1Nm3/min,用气压力0.55MPa。按生产工艺要 求,织机分两个区布置,每个区120台。单个系统压缩空气最大用量120Nm3/min。空压站原配备ZR400型水冷无油螺杆空压机4台,工频运行。单台产气量 62.9Nm3/min,供气压力0. 75MPa,装机功率400kW;变频改造配备一台 ZR315型变频水冷无油螺杆空压机1台,单台产气量50.2Nm3/min,供气压力0.86MPa,装机功率315kW。空压站系统简图如图2所示。
3.2运行控制方案
系统运行时,若车间用气量逐步增加时,变频空压机优先启动,通过调节电机转速来达到要求; 当变频空压机的频率达到50Hz其出气量仍无法 满足要求时,便加入1台常规工频空压机运行,变频空压机则通过转速调节来满足要求,当变频空压机的频率再次达到50Hz仍无法满足要求时, 则加入第2台工频空压机来运行,直至达到车间用气量平衡。反之,如果系统用气量不高,当压力或出气量太富余时,则减去相应的工频空压机。车间满负荷生产时,工频空压机运行3台,变频空压机运行1台,备用机组1台。设定产气压力 0.60MPa,空压站铭牌产气量238.9Nm3/min, 实际产气量可达289Nm3/min,变频空压机负载 率在50%~80%之间,能够满足生产需要。
管网恒压力变流量设定原则:根据用户要求,先设定给定压力值 P0,然后通电运行,压力传感器监测管网压力,转变为电信号反馈至智能控制器,智能控制器经过对反馈值和设定值的分析处理,输出控制变频器的信号,由变频器来控制空压机的运行,最终达到反馈值和设定值的一致;当用气量增加时,系统压力降低,反馈值小于设定值,变频器输出电压和频率升高,空压机转速升高,出气量增加。当用气量减小时,空压机转速降低,减少出气量,使管网压力始终维持设定压力值。
3.3运行数据检测
为便于比较分析,分别采用4台工频空压机联合运行、3台工频空压机+1台变频空压机联合运行的两种方案,测试数据如下。工频运行状态:车间满负荷生产情况下, 4台工频空压机运行,理论供气量251.6Nm3/min,设定最高供气压力0. 70MPa,最低供气压力 0.60MPa,按单台运行67.5h,合计运行时间 270h统计。空压机人机界面显示,合计加载时间 236.25h,卸载时间33.75h,折合单台空压机卸 载占空比为50%。现场实际测试电流,加载时电 流690A;卸载时电流250A,平均电流为470A。
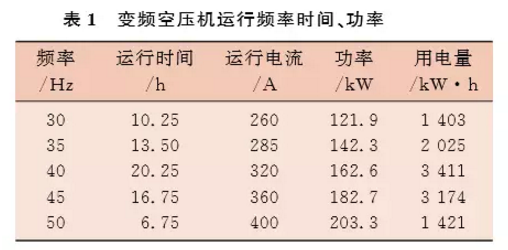
变频运行状态:车间满负荷生产情况下, 3台工频空压机运行,理论供气量188.7Nm3/min, 1台变频空压机运行,理论产气量50.2Nm3/min, 合计理论产气量238.9Nm3/mi n,设定供气压力 0.60MPa,压力浮动范围暲0.05MPa。也按运行时间270h统计,现场实测电流,工频机运转电流640A,变频空压机运转频率及电流情况见表1。从表1可以计算出,变频空压机平均实耗功率169.40KW。
3.4节能分析
采用相同的车间生产状况,两种运行状态的节能比较见表2。其中,电机功率计算公式按 N =1.732 IU cosφ;功率因数cosφ=0. 8,电压380V;变频器实耗功率按2.5%计算。

由表2可知,工频+卸载控制方案总耗功率 1337.40kW,工频+变频控制方案总耗功率1188.25kW。采用变频恒压变流量供气技术后, 空压系统节电功率149.15kW,节电率11. 2%。每 年按 7875h 运 行 时 间 计 算,每 年 可 节 电 1. 1746暳10 6kW·h;按电费0. 7元/( kW·h)计 算,每年可节约电费82. 2万元。变频空压机及系 统改造投资110万元,一年半内可收回全部设备 改造投资。
4 恒压变流量供气设计运行原则
4.1变频空压机的选择
变频空压机理论供气量和供气压力选择,需考虑与工频空压机供气量的匹配问题。主要从站房空压机的理论供气量、供气压力、用气量浮动范围综合考虑。一般两者的供气压力应该相等,理论供气量应小于工频空压机。如果两者供气量相等或接近,则变频空压机的运行状态就与工频空压机一样,失去了应有的作用;如果变频空压机的理论供气量过小,不能起到很好的调节作用。综合考虑这两种情况,选择1台产量为工频空压机 60%~70%产气量的变频螺杆空压机较为合适 (其余负荷因用气压力波动由空压机的压力调节 变动满足) ,这样也可使变频器的容量减小,降低设备投资费用。从表1可以看出,本工程由于变频空压机容量略大,产气量调节范围较大,但由于车间设备用气量变化范围较小,变频空压机实际调节范围有限。
4.2变频机频率变化范围的确定
确定变频螺杆空压机的输出频率范围(上限 频率和下限频率)需根据车间运行情况的用气量 范围来确定。从试验数据来看,当频率低于额定频率30%时,空压机系统的效率明显下降。从电 机运行特性来看,由于压缩机的恒转矩特性,当电机在额定频率30%以下运行时 ,其工作电流依然会维持在额定电流附近,甚至更大;又由于普通异步电机的冷却方式都为自冷式,因此在额定频率 30%以下长期运行时,电机的散热又是一个不容忽视的问题。综合压缩机和电机两方面的因素, 变频螺杆空压机的输出频率调节范围在额定频率 40%~100%为宜。本工程最低频率控制在额 定频率的60%(30Hz)已经完全满足车间用气量 浮动的要求。
4. 3变频设计控制要点
根据设计运行经验,普通螺杆空压机进行变频改造时可从多方面考虑。在变频器的选择上, 由于螺杆式压缩机的转矩特性,应优先选择矢量型或直接转矩型变频器为宜,对于250kW 及以 上的普通螺杆压缩机变频改造时,一般应在变频器输出端加入电抗器以改善电机的运行状态; 变频器容量宜略大于压缩机的轴功率;对于水冷式螺杆压缩机改造时,应考虑冷却水量的调节问题。压力变送器应选择能够抵抗较强电磁干扰的型号。
5 结论
(1)喷气织机车间空压机选型宜选择多台无油螺杆空压机,或采用离心式空压机和无油螺杆式空压机联合工作。
(2)通过与工频运行状态的比较,恒压变流量供气系统具有稳定系统压力,随时适应车间用气量变化。在变频运行空压机自动调压的同时,可降低工频运行空压机电流,实现空压系统综合节能11.2%。
(3)变频运行空压机的理论供气量宜选择为工频运行空压机的60%~70%为宜。
(4)空压机变频器宜选择矢量型或直接转矩型变频器。变频器控制范围宜控制在工频频率的 40%~100%。
作者:樊瑞 楚建保 张健 张洪波 周义德
|
|
 公安备案号:11010502039965
公安备案号:11010502039965