在高档服装面料上要克服纯棉织物保形性 差、整理后织物强力损失大、手感差等问题,开展 高保形棉织物制备技术研究,首先要从棉纺工艺 的研究开始。针对高保形纯棉成衣耐久褶裥好、 缝线处平整度高、强力损伤小的需求,首先进行原 料优选,我们将选用的进口细绒棉和新疆长绒棉 按比例配棉。纺纱号数定为14.6tex。
1 原料的选用
不同产地原棉切片分析情况见1。
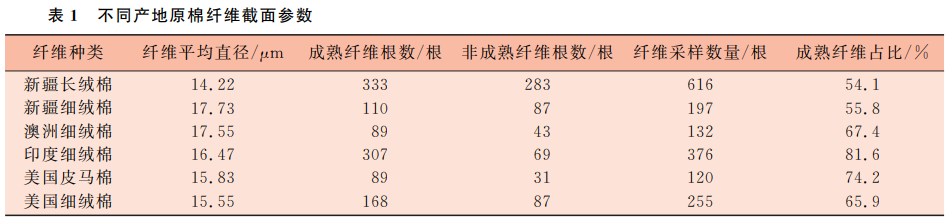
由表1中的数据可知,长绒棉与细绒棉纤维有一定的直径差。一般长绒棉纤维直径在13μm ~15μm,细绒棉纤维直径在16μm~20μm。新 疆长绒棉纤维直径14.22μm,其他细绒棉纤维直 径较长绒棉大,5种细绒棉按照直径由大到小分别为新疆细绒棉>澳洲细绒棉>印度细绒棉>美 国皮马棉>美国细绒棉。
由表1中的数据还可知纤维成熟情况。印度 细绒棉和美国皮马棉的纤维成熟情况较好,成熟纤维占比分别为81.6%和74.2%;新疆长绒棉和 新疆细绒棉的纤维成熟情况较差,成熟纤维占比 分别为54.1%和55.8%;澳洲细绒棉和美国细绒 棉居于两者之间,成熟纤维占比分别为67.4%和 65.9%。
根据我们试样的结果和以上几组数据分析, 印度细绒棉、美国皮马棉、美国细绒棉是较理想的原料。最终选择印度细绒棉/美国细绒棉 60/40 为细绒棉配比方案。
2 纺纱工艺流程
FA002D型自动抓棉机→A035E型混开棉机→FA106 型 开 棉 机→FA161A 型 给 棉 机→A076F型成卷机 →FA231C 型梳棉机→FA311F型并条机(预并)→CL15 型条并卷机→CJ60型精梳机→RSB-D40C 型并条机(末并) →FA458A 型粗纱机→DTM129 型细纱机(集聚纺) →№21C型络筒机
3 纺纱工艺参数及措施
3.1 清棉工序
为了减少纤维损伤,减少短绒产生,采用“多 梳少打,少落轻打,以梳代打”的工艺原则,适当减 少打 击,降 低 各 打 手 速 度,开 棉 机 打 手 速 度 480r/min,综合打手速度780r/min,避免因过分 打击造成的纤维损伤。
3.2 梳棉工序
梳棉工序采用紧隔距、强分梳、轻定量,同时 确保刺辊、锡林、盖板、道夫和固定盖板针布的锋 利度,合理配套针布型号。生条定量偏轻控制,以 利于提高纤维转移率,改善分梳效果;盖板速度偏 高掌握,以充分排除杂质和棉结、改善棉网质量, 保证成纱强力;适当提高锡林刺辊线速比,提高道 夫的转移率,减少纤维损伤,防止刺辊返花造成棉 结;偏小掌握锡林与前后固定盖板隔距,以减少棉 结,但过小易损伤纤维,生条短绒、杂质粒数增加, 从刺辊侧至道夫侧的固定盖板与锡林隔距应由大 到小配置,逐渐增强分梳能力。具体工艺参数:锡 林速度350r/min,刺辊速度810r/min,给棉板 与 刺 辊 隔 距 0.23 mm,刺 辊 与 锡 林 隔 距 0.18mm,锡林与道夫隔距0.13 mm,盖板与锡 林隔距0.18mm、0.15mm、0.15mm、0.13mm。其中,细绒棉出条速度 120 m/min,生条干定量 19.0g/5m。长绒棉出条速度100 m/min,生条 干定量16.5g/5m。
3.3 精梳工序
首先要优化小卷准备工艺,提高小卷质量,力求提高小卷的纵横向均匀度和纤维的伸直平行 度,以充分发挥精梳机的梳理作用。
改善精梳机机械状态,特别是梳针状态,这是 提高梳理作用的关键。如合理调整锡林和顶梳的梳针规格和植针密度,不断针、缺针,保持梳针 良好的工作状态;及时修剪毛刷,提高毛刷平整 度,保持鬃毛的弹性,以提高毛刷的工作效能,保证能清洁锡林针面等。
合理掌握和控制精梳落棉率。根据所纺棉纱 质量要求,合理确定落棉率,随时注意落棉状态, 减少落棉的台差与眼差。
加强运营管理。在运转中要注意小卷黏卷情 况,防止层次不清或厚层喂入时损伤梳针,影响棉 网质量。同时正确拟定和切实执行精梳机各处清 洁周期,采用较好的绒板结构和材料,减少精梳纱 疵。
3.4 细纱工序
在细纱工序利用集聚纺技术,集聚时具有一定 的自捻效果,可以提高纱线在加捻前的须条强力。后区隔距偏大掌握,配以较小的后区牵伸倍数,以 利于对纤维的控制、降低细节数量,提高成纱水平。偏重掌握钢丝圈,以利于减少毛羽,但不宜过重,会 影响细纱断头。摇架压力大小要和胶辊硬度相匹 配,一般软胶辊的CVb会好于硬胶辊。以邵尔 A65 度软胶辊为主,捻系数稍大设计,以提高条干均匀 度和纱线强力,降低细节,减少断头。
3.5 后整理工序
将面料通过含湿控制、均匀烘干、冷布打卷、恒温储运技术,优化液氨预处理工艺条件、树脂整理 工艺;再进行液氨处理-树脂干/潮交联联合整理, 通过液氨预溶胀、交联剂结构优化、低给液、潮交联 等手段改善和控制交联程度及交联均匀度,进而提 高织物强力和保形效果,确定延迟焙烘免烫整理的 高保形纯棉面料和成衣耐久压烫生产方法。
参照 GB/T3917.1—2009《纺织品织物撕破 性能 第1部分:冲击摆锤法撕破强力的测定》,使 用 Thwing-Albert68—2001 型织物撕破仪测试 织物撕破强力;参照 GB/T13769—2009《纺织品 评定织物经洗涤后外观平整度的试验方法》,使用 Vortex-M6型织物平整度仪测试织物平整度;参 照 AATCC66—2008《机织物的折皱回复:回复 角》,采用 M003A 型折皱角回复仪测试织物折皱 角。将生产的纯棉纱及相对应的织物进行试验, 结果见表2。
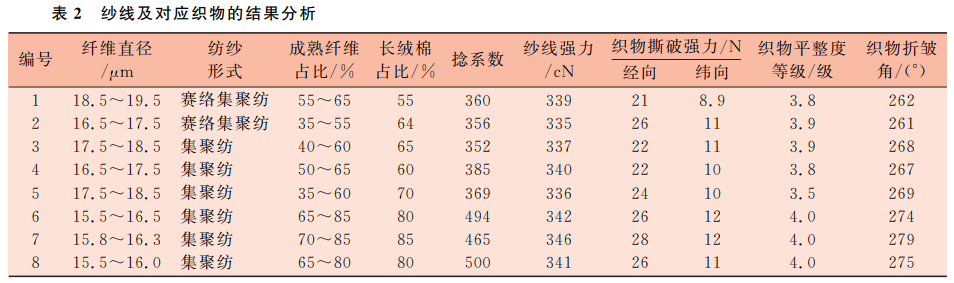
由表2可见,纱线6的捻系数、纱线强力都高 于其他纱线;采用该纱线织造的面料的同等织物密度、组织下织物平整度和织物褶皱角系数都高于其他织物。即采用棉纤维直径为 15.5μm~ 16.5μm、成熟纤维占比为65%~85%、长绒棉占比为75%~90%的纯棉纱线可织成成衣耐久褶 裥好、缝线处平整度高、强力损伤小的面料。
4 结束语
通过本次8组样纱试织,优选出免烫性能优 良的高保形纯棉成衣制品开发的原料,即采用棉 纤维直径为15.5μm~16.5μm、成熟纤维占比 为65%~85%、长绒棉占比为75%~90%的纯棉纱线可织成成衣耐久褶裥好、缝线处平整度高、强 力损伤小的面料。针对原料优选探索出的成衣开 发新途径能够助推高保形纯棉纺织品的产业化应 用示范与推广,对于进一步提升我公司产品竞争力具有重要促进作用,并将形成良好的经济效益。(棉纺技术新传媒)
 公安备案号:11010502039965
公安备案号:11010502039965