(奉化双盾纺织帆布实业有限公司)
胡长明 易建设
摘要:涡流纺纱为目前世界上最先进的纺纱技术,其独特的成纱原理已受到广大用户的青睐。作为一种新型纺纱技术其牵伸系统的关键部件--皮辊的保养尤为重要,它直接关系着产品质量的好坏与否和纺纱效率的高低。本文就涡流纺纱机皮辊的选用、使用周期、维修周期、维修方法、后期处理手段等方面进行探讨。
关键词:皮辊、选用、维修、后期处理
0 前言
喷气涡流纺纱是通过纺纱过程中自由端涡流加捻的原理使纤维形成双重结构的纱线。纱条在进入涡流纺纱喇叭头导纱器之前是通过四罗拉牵伸后再引入喇叭头导纱器(如图1)。四道罗拉皮辊其质量性能的好坏直接关系着成纱的质量。我公司根据多年的生产经验,总结了一套涡流纺纱机皮辊检修与保养的方式。
图1 四罗拉及喇叭头导纱器
1、对皮辊的要求与选型
我公司涡流纺纱机型号为日本村田MVS861,设备档次高,成纱速度一般为300—450m/min,约为环锭纺纱的20倍。故对皮辊的要求也远高于环锭纺纱。
 图2 皮辊示意图
图2 皮辊示意图
对皮辊的基本要求:具有良好的抗静电、耐腐蚀性、优良的耐油性及弹性;抗臭氧防老化、吸水性良好、温差硬度变化小;在保证成纱质量的同时具有优良的耐磨性,对纤维的牵伸握持力必须稳定。
故一般采用日本村田原装的“丁氰皮辊”,规格为19×30.5×32(如图2)。该规格皮辊基本能确保生产的正常进行。
2、皮辊的使用与管理
2.1皮辊在安装及使用过程中一定要避免与金属等硬物碰撞,保持皮辊表面的园整度和光洁度。
2.2 日常工作中每日对皮辊做一次清洁检修,如皮辊表面有回丝等缠绕应及时清理,清理过程中切忌用刀片等物件在皮辊表面划割,防止损伤皮辊。
2.3 换下及待安装的皮辊采用专用的木制储存盒整齐存放,避免与较硬的金属物等接触,或任意堆放。防止皮辊表面被重物挤压变形或碰伤。
3、皮辊的检修周期
3.1 检修周期
皮辊在高速运转的使用过程中必然会造成不同程度的磨损现象,为保证成纱质量品质不降低,对皮辊进行周期性检修保养是必不可少的工作程序。根据我公司多年的生产经验及日本村田公司的建议将检修周期确定为15—20天。按此周期检修后生产品种品质达到了比较理想的稳定状况。
3.2皮辊的检修工艺流程及注意事项
3.2.1丁腈皮辊的技术结构
丁腈皮辊包括芯壳的配合、皮辊的直径、宽度、包覆物的厚度、胶管与轴承(或铁芯)的配合套差、皮辊的圆整度及润滑条件等7个方面。
皮辊结构因素的好与坏,直接影响成纱质量的优与劣,所以必须认真对待,理想的纺纱皮辊必须具备优良的弹性,较小的压缩变形和优良的耐磨性,良好的抗个静电性及吸放湿性,稳定的硬度及搞臭氧耐老化龟裂性能等。
3.2.2皮辊的制作工艺流程
铁壳 → 清洗 → 偏心与磨损检查 → 压套胶管(立式) → 胶管 → 检查→ 盖帽 → 精磨 → 擦洗 → 直径检查 → 分径 → 加油 → 标记 → 清洁上车
4、检修方式
4.1 皮辊检验
当皮辊使用满一个周期时统一将旧皮辊换下,逐个用干净的布擦拭干净,再用卡尺检验皮辊外径,当外径最小处小于29mm时作报废处理。外径最小处大于29mm的留待后加工处理。
4.2 皮辊壳的更换
4.2.1压配合问题
在涡流纺纱中,前皮辊的研磨(磨光)精度对于保证运行的稳定和纱线质量是至关重要的。但是,如果压配合达不到一定精度,无论进行多少次的研磨(磨光),均不能获得良好的研磨(磨光)精度。保证压配合的精度是保证研磨(磨光)精度的基础。
4.2.2压入机类型
包括(1)手动型(2)液压型(3)气动型压入机。应用最广泛的是手动型,但这种类型的压入机在压配合部分的直线精度不高,很难获得压配合精度。因为这一点,各个操作者和不同的模具将很难连续获得大的挤压力。为了获得优质的压配合精度我公司采用“气动型压入机”。
4.2.3压配合夹具
压配合夹具采用压入机生产厂家生产的专用夹具。使用压配合夹具可确保获得压力配合精度。(如图3)利用专用套皮辊机将皮辊与管套镶入到位。
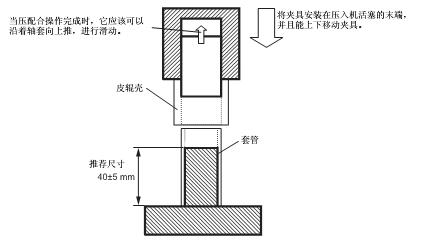
图3 皮辊镶套示意图
4.2.4保证压配合的精度是保证研磨(磨光)精度的基础。镶好后的皮辊与管套同心度须小于0.01mm。
4.3 皮辊的研磨
采用高精度磨胶辊机--双轴主动辊装置驱动压在专用轴中的一对皮辊壳,并进行研磨(磨光),如图4。

图4 皮辊研磨示意图
4.3.1校正砂轮静平衡。
4.3.2用金刚刀抄磨修理砂轮。
4.3.3调试磨床,进行试磨,调好直径与大小头,注意粗磨磨削量应控制在0.30mm以内,为精磨留有余量。
4.3.4精磨 我厂采用无锡立达的FM-3高精度磨床,砂轮为80-100#大气孔砂轮,由变频电机带动,从很大程度上改善了胶辊磨削质量。(用于环锭纺纱皮辊的研磨(磨光)砂轮的粗糙度为60#--80#)。但不可选用研磨(磨光)砂轮的粗糙度细于120#,因为这将发生砂轮表面被阻塞,导致皮辊表面研磨品质下降。
4.3.5胶辊精磨过种中应注意以下几点:
a 砂轮的选择 一般采用80-100粒大气孔砂轮。
b 磨削量控制 应控制进刀量为 0.10mm以内,吃削量为0.20mm以内。
c 车速、往复次数:砂轮线速度30m/s,转速1900转/min,往复次数2-3次。
d 气压控制:气咀0.05mpa不间断吹气,罗拉不少于0.6mpa。
e 除尘应保持通道清洁顺畅。
f 精磨后胶辊直径,其允许公差应控制在:
同对直径差异 ≤0.02mm
同台直径差异 ±0.05mm
特别注意b、c、d条应根据胶辊硬度不同合理调节,才能保证胶辊表面粗糙度。
4.3.6 皮辊直径
皮辊直径前皮辊的直径范围必须在29~30毫米之间。尽管同一时间使用不同直径的皮壳,只要它们的直径都在此范围之内,将不会发生问题。直径少于 29 毫米的皮辊决不可以使用。如果使用了此尺寸的皮辊,对于纱线质量将有不利影响。
研磨(磨光)实例:在经过研磨(磨光)后的皮辊直径
最大值: 30.0 毫米
第一次研磨(磨光)后: 29.7 毫米
第二次研磨(磨光)后: 29.4 毫米
第三次研磨(磨光)后: 29.1 毫米
如果皮辊的表面没有明显的损伤,则可以减少每次研磨(磨光)的量从而提高皮辊的使用次数。可以通过将皮辊表面研磨(磨光)0.2mm来除去由于磨损而造成的表面粗糙。
4.3.7 胶辊研磨后技术标准(见表1)
表1 胶辊磨砺后技术标准检查项目
|
序号
|
项目
|
允许限度(mm)
|
检验方法与说明
|
|
1
|
径向跳动
|
``≤0.03
|
在V型架上百分表查左中右三点,二点达标为合格;
|
|
2
|
两头直径差异
|
≤0.02
|
百分查表两端;
|
|
3
|
表面粗糙
|
不允许
|
目视手感无明显纹路
|
|
4
|
表面有杂质
|
不允许
|
|
|
5
|
表面中凹
|
不允许
|
百分表查
|
|
6
|
导纱动程内砂眼、气孔
|
不允许
|
目视
|
|
7
|
胶辊芯壳配套不灵活
|
不允许
|
转动打顿为不良
|
4.4 皮辊表面调质
4.4.1 胶辊紫外线光调质
皮辊调质采用“JF-75胶辊紫外线光照机” 此种处理方法也称为“berkorizing”方法。
在研磨(磨光)之后,研磨(磨光)加工产生的碎屑经常粘附在皮辊表面。在进行紫外线处理之前,要清除皮辊表面的所有碎屑和脏物。
JF-75胶辊紫外线光照机工作原理如图5
JF-75胶辊紫外线光照机工作参数的设定:
灯管高度:第三档(从下至上共10档)
设定温度:60-70℃
光照时间:12-15分钟
一次容量:48个皮辊
转辊转速:10转/分
调质后的皮辊硬度:shA70-75°
 图5 JF-75胶辊紫外线光照机工作原理图
图5 JF-75胶辊紫外线光照机工作原理图
4.4.2 皮辊的硬度、使用期限和纱线质量的关系符合表1。应用此表确定皮壳硬度。
表1 皮辊的硬度、使用期限和纱线质量的关系
|
硬度
|
使用期限
|
纱线品质
|
|
低硬度皮辊
|
短
|
好
|
|
高硬度皮辊
|
长
|
差
|
5 胶辊轴承验收技术标准(如表2)
表2 胶辊轴承验收技术标准
|
顺序
|
检查项目
|
允许限度(mm)
|
检验方法
|
备注
|
|
1
|
外形几何尺寸不符合标准
|
不允许
|
目视、卡尺量
|
按图纸要求
|
|
2
|
外壳外圆径向圆跳动
|
≤0.015
|
百分表查工作面
|
查中间
|
|
3
|
径向游隙
|
0.003-0.03
|
|
|
|
4
|
轴向游隙
|
≤0. 15
|
|
|
|
5
|
转动实停打顿
|
不允许
|
手感、目测
|
|
|
6
|
铁壳表面不光洁
|
不允许
|
手感、目测
|
按图纸要求
|
|
7
|
硬度
|
|
目视加工精度
|
|
6 结语
经过三年多的使用和维护平看,我们开发了近二十个品种,有九个品种被宁波市科委认可为“新产品研发”;获得十八项国家实用专利,有四项发明专利获得国家专利局的受理,设备的运转效率在92%以上,产品质量一直稳定在USTER2007公报的5%的水平。这些说明:公司的涡流纺辅助设备的管理(如:皮辊保养、制作、维护)是合理和规范的。
我们愿为繁荣祖国的纺织事业,生产更多更好的纺织淅产品,和国内先进企业的工程技术人员一道,探索出更加科学合理的对高速皮辊维修保养的方法。  公安备案号:11010502039965
公安备案号:11010502039965