刘荣清
摘要:文章简述了棉纺精梳机历史沿革和发展历程,回顾60余年来精梳机取得的主要创新和进步,论说当前传统精梳机存在的问题,提出计算机数控精梳机的构思理念和发展之路。从程序控制精梳机各运动设计,变 频无级调速的采用,新型电机的选择、液晶屏显示各生产工艺参数,实行人机对话集中控制等方面,提出创新的构思。
关键词:精梳机创新,进步,发展,计算机数控精梳机,变频调整,新型电机
目前,我国已具有10多个纺机厂生产350〜450钳次/ min的高速精梳机成套设备,并出口国外。生产技术已接近国际先进水平。万锭配套设备相当于第一代的1/4,精梳纱的 比例已达棉纱总产量的1/3。精梳纱质量不断提高,可纺支数 不断提高,现已能生产2 tex的高支纱。产品品种不断开拓, 生产工艺有所创新。为我国纺织工业做出了重要贡献。然而与国际先进水平相比,按纺织强国要求,尚有相当差距,主 要有:机型不少,大同小异,自主创新不足,著名品牌不多, 制品质量和制造精度不够理想。
1当代精梳机的主要发展和进步
1.1精梳准备工艺合理配置
从20世纪50年代通用的“条卷-并卷”工艺趋向“预 并-条并卷”工艺。前者小卷均匀度好,占地面积小,较适用高端产品使用。后者产量高,适纺范围高,小卷纤维伸直度 好,但占地面积大,小卷表面易起毛,但应用最广 1.2分梳元件的改进
作者简介:刘荣清,男,1934年生,教授级高工,从事纺纱工艺、产 品开发、产品测试方面的研究。
现已普遍采用嵌入式锯齿锡林或梳针锯齿锡林,后者 穿刺能力强,不易损伤纤维,但使用寿命不及锯齿锡林。锡林的梳理面角和梳理点、针密有逐步增大的趋势。JWP1263 型精梳机设计锡林为每钳次转两转,强化梳理作用,但需防止过度梳理增加落棉和损伤纤维。还有锡林设计变速梳 理,减少纤维损伤。
新型顶梳采用双排梳理,自清洁顶梳。顶梳位置适当前 移,可增加梳理时间,降低棉结,改善条干。
1.3精梳机部件采用新材料
精梳机钳板、针板、弓形板等部件采用轻质铝、镁、钛 等轻合金材料和碳纤维材料,可减重量,减少运行的惯性力、惯性力矩,为高速、低耗创造基础。
1.4给棉方式创新
新型精梳机采用双边驱动装置,可选用前进给棉或后 退给棉,以满足不同纤维的加工要求,增加产品的适应性。 1.5减少分离罗拉有效输出长度
新机改进设计,减少分离罗拉有效输出长度,可增加须 条搭接长度和迭合层数,增加须丛接合强度,提高抱合力,防止棉网破边、破洞,同时改善条干均匀度,例如A201型分离罗拉有效输出长度从46.56 mm (A、B型)减小到37.24 mm (C、D型),PX2型32.26 mm到CJ40型26.5 mm。
1.6计算机优化精梳工艺设计
Rieter (立达)公司采用计算机辅助系统C.D.P.A优化银 板运动参数(摆动最大角加速度、运动动程、前摆动定时)、 给棉罗拉定位、分离罗拉运动参数(有效输出长度、顺到转 量、加速度)、顶梳运动参数(插入时间、深度)等,取得优 质、高产效果。
1.7改善钳板组件及锡林组件的平衡状态
保持上述组件的平衡状态是精梳机高速运行的关键。
1.8优化牵伸系统
推行三上三下压力棒或三上五下牵伸装置、气动加压, 也有配置在线检测自调匀整装置,以改善条干均匀度。
1.9采用输出定位的改变,改善周期波不匀率
新型精梳机在分离罗拉输出棉网进入压辊时,采用斜 向定位汇入喇口八头,可改善短片段的条干不匀。台面6〜8 根棉条输出时,用台面调整偏心导柱,形成路程变异。当路 程差距为0.5的周期波波长时,可使周期波的补偿达到最优 效果。
1.10推行自动落卷、自动生头、小卷自动运输
它可减轻劳动强度、节省人工、增加看台面。
1.11用电子凸轮、伺服电机驱动分离罗拉
上海纺机总厂CJ40型使用电子凸轮控制伺服电机,取 代传统的机械凸轮及行星轮系,实属重大创新。
2目前精梳机存在的问题
2.1机构复杂,零部件多,成本大
当今精梳机是纺纱机械中最复杂的主机。整机由一主 电机驱动,操控锡林、钳板、分离给棉、牵伸成条诸运动,组件多,零件多。传动件有偏心轴、凸轮、连杆、齿轮、带轮等。 安装调试、调整技术要求高,易产生故障,保养维护费用 大,制造成本高。
2.2周期性间歇运动,惯性力大
精梳机工艺的主体是周期性工作循环,其中给棉、梳 理、分离、接合、钳板运动都是间歇运动,惯性力和惯性力矩大,易产生振动、磨耗和电耗,同时影响车速的提高和噪音的产生。
2.3工艺调整不便
精梳机工艺设计需按使用纤维的性状和不同产品的质 量要求和落棉要求来设定和调整。现行设备必须停机调整,耗时较长,十分麻烦。有些调整因相互牵制,不易改变,如前 给棉和后给棉的改变、分离长度的改变等。
2.4传动路线长,摩擦损耗大,耗电多
全机均由锡林主轴带动,传动路线长。例如从主轴传 动到圈条输出小压辊至少需经10多个带轮和齿轮,因此传 动摩擦耗能大,造成用电增加。
2.5产品生产状态,产量、质量参数,工艺设计参数,机械运行状态,不能在线检测 目前仅部分精梳机能用视频显示断头、停机部位、原因等少量参数,不能满足现代生产信息的要求。
3计算机数控精梳机的构思和展望
3.1数控精梳机的理念和指导思想
21世纪计算机数控技术、变频调速驱动技术、新型电机得到飞速的发展,已成为纺织机械现代化的基础和标 志。纺织机械复杂的机械控制转化为电脑数控的机电一体 化方式是实现纺机跨越式发展的主要模式。无锥轮电脑粗 纱机的成功就是一个范例•’精梳机电子虚拟凸轮驱动分离 罗拉的应用是数控技术的典型先例。虚拟凸轮永不磨损,占 用空间小,每个周期可达几千个点位运动曲线的变换,完全可代替机械凸轮的作用。
计算机可编程序控制器可与变频器采用直接变换的通 道,使变频参数经触摸式传感器直接写入设定或读出数据,实现高精度的转换,促使精梳机能按工艺要求自动控制生 产参数显在视屏上反映出实际的生产参数,实现较理想的自动化。
3.2数控精梳机的构思框图
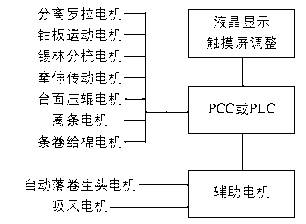
图1数控精梳机的构思框图
3.3数控精梳机构思方案思考
全机采用计数计程序控制、多轴独立电机变频技术, 控制精梳机各类运动的定位和速度变化,实现机电一体化。改变传统精梳机的定时定位,可大大简化机械结构,提高精 梳机各运动的精确配合,改善工艺的适应性和工艺参数的 可调性。实行人机对话,触摸屏集中控制和调整,同时缩短传动路线,减少机械摩阻损耗,并使用新型电机,产生显著的节能效果。
3.3.1程序控制方面
早先普遍使用PLC可编程序控制器,可直接联结机构 执行器和传感器,并具模块化结构,容易组合不用类型的1/ O接口。当前采用PCC可编程序控制器系统,它集PLC和工 业计算机性能于一体,具有运动控制、过程控制和网络控制的功能。现今PLC已被PCC代替。
3.3.2数控精梳机各运动设计
⑴分离罗拉运动。分离运动是精梳机最复杂的运动,要求分离罗拉在不同时间内顺转、倒转、停止并有速度的变 化,现多数机械厂用共轭轮凸轮-平面四连杆机构-差动轮 来实现。现数控机可如CJ40型那样,用电子凸轮、伺服变频 电机组合来实现。
(2)钳板运动。包括钳板开启、关闭及前后横动,动作 也较复杂,现机由锡林带动钳板摇臂、银偏心轴协助完成,同样可应用电子凸轮机构,实现变频调速及前后定位。
(3)锡林运动。原机锡林为主机。由主电机带电所有机 构的运动,现机可改为独立变频电机传动,功率可减小,调速方便,机电一体化,并可考虑用齿形同步带带动毛刷或专 设毛刷独立电机。
⑷喂卷罗拉、给棉罗拉传动。可设独立同步变频电机传动间歇转动的喂卷罗拉和牵伸罗拉,两者保持同步,但有 一定的张力牵伸(可调)。
(5)牵伸罗拉。牵伸机构相对独立,可设单独变频电机 传动,但须要求能方便地调整总牵伸和后牵伸。
(6)台面压辊运动。台面压辊相对位置分散,拟设独立 电机传动,并能调节张力牵伸,各压辊用同步齿形带传动。
(7)圈条运动。圈条部分运动与牵伸运动方向不一致,应设独立电机分别驱动圈条器和小压辊等。
⑶顶梳运动。顶梳运动比较简单,一般为直线上下,定时插入和退出,可附设于钳板传动系统。
(9)自动接头和自动落卷。运动特殊,应专设电机和小 卷定长传感器组合。
3.3.3数控精梳机新型电机的选用
近年来电机行业取得飞跃的进步。传统的交流感应电 机已逐步去趋向减少,永磁电机份额不断增长。由稀土材料制成的永磁电机不需要产生磁场的无功励磁电流,不仅可 提高功率因素,而且可减少定子电流和电阻损耗,因此节电 显著。用永磁体取代传统的激磁磁极,可取消电刷,制成无电刷直流电机。目前永磁同步电机、伺服电机,直流电机, 无电刷双馈电机等已大量用于各种机械。虽然价格偏高,但 我国是稀土资源大国,有价格优势;潜力较大,成本有待降
低,前景看好。
3.3.4电机变频调速的应用
电机变频调速系统一般由电机和变频器组成,是能融 控制、驱动与通讯三大核心为一体的新技术,具有控制、节能、防护、减少装机容量等功能,是推行机电一体化的主要 工具。传统的双锥形轮无级变速器、电磁调速异步电机、直 流电机可控硅调速、三相异步整流子变速电动机、齿轮有级变速器等均可转向电机变频无级调速。
变频调速可用于各类异步电机、同步电机、直流电机、 伺服电机;各种高、中、低压电机,功率0.2〜500 kW。变频 器也有交流、直流、矢量变频器等多种。中小功率异步电机 变频调速系统逐步被永磁同步电机调速系统所取代,应用 范围已从一般控制转向高精度的伺服控制。
数控精梳机应用变频调速是简化传动机构节省电耗、 克服传统精梳机缺陷的有力对策。
3.3.5屏幕显示和触摸屏调整
数控精梳机有计算机程控为主体,有助于采用电子视 频显示生产指标参数(产量、长度、效率、落棉率)、生产状 态参数(断头率、停台率、故障原因、断头原因等)、质量参 数(条干CV值、CVJ直等)、工艺设计参数(主要机件速度、 总牵伸、部分牵伸、罗拉加压、隔距、小卷定长等),同时兼 有储存参数功能。利用触摸屏可实行人机对话的智能功能,有利于生产信息的调度、调整、综合管理及全厂联网。
4结语
(1)理想的环行式棉纺精梳机虽见专利并提及多年,但 前景茫茫。现今精梳机近60年来的进步创新应予肯定,但没 有大的变革和创新。(2)传统精梳机机构复杂、驱动集中, 因间歇性周期运动带来不少问题。车速难以进一步提高,必须进行较大的创新和发展。(3)数控精梳机应用可编程序控制技术、变频调速驱动技术、新型电机传动特性,可解决 传统精梳机存在的主要缺陷,实现机电一体化、节省用电, 从长计议也可降低成本,实现全盘自动化。(4)建议有关部 门组织科研院所、大专院校和生产单位三结合,进行数控精梳机的研发,为我国自主创新的精梳机做出贡献。sa
参考文献
[1]黄锡畴.两杭核心技术发展与持续探索创新[J].杭理技术,2003 (7) : 9 — 11.
[2]吕恒正.国内外精杭新技术及其展望[J].杭理技术,2007⑴:9-11.
[3]任家智,马宏庆.立达精杭机计算机工艺设计与优化分析[J].棉纺织技 术,2008, 36 (9) .22-25.
[4]刘荣清.精杭机条干不匀的探析[J].现代纺织,2007⑴:49-52.
 公安备案号:11010502039965
公安备案号:11010502039965